Согласно теории ограничений, предложенной Э.Голдраттом, в каждом производстве можно выделить сравнительно небольшой перечень рабочих центров, являющихся узкими местами, производительность которых ограничивает производительность всего производства в целом. Для достижения максимальной производительности производства эти узкие места должны быть по возможности расширены и использованы максимально эффективно.
Метод "Барабан-буфер-веревка" Теории ограничения систем ТОС Э. Голдрата в : Общее описание
Конкретные шаги по оптимизации производства с учетом его узких мест объединены в методику, известную как “Барабан-буфер-веревка” или DBR (Drum-Buffer-Rope). Основные шаги по использованию методики:
- рабочие центры, являющиеся узкими местами. Методика называет эти узкие места барабанами ;
- обеспечить наиболее эффективную загрузку барабанов. Для этого следует точно распланировать их работу, составить расписание работы этих барабанов, исключающее простои;
- подчинить выполнение работы на прочих рабочих центрах работе барабана. Время производства на рабочих центрах, стоящих в процессе производства перед барабаном, методика называется буфером . Работа в буферах должна начинаться заранее, за указанное время до запланированного времени начала работы барабана. Длительность буфера должна быть выбрана с таким расчетом, чтобы работы в нем были обязательно выполнены до времени работы барабана. Таким образом, буфер должен страховать барабан от простоев.
Для поддержки методики “барабан-буфер-веревка” (далее ББВ) функционал управления производством предлагает следующий порядок работы:
- все производство разбивается на этапы. Выделение этапов не является следствием методики ББВ, но оно может быть необходимо для других целей, например выделения частей производства, выполняющихся на разных территориях;
- на каждом этапе выделяется ключевой рабочий центр данного этапа - его барабан. Для барабана указывается точная информация о его производительности. Для всех работ, выполняющихся перед ним и после него, задается обобщенное время выполнения, за которое они гарантированно будут выполнены, - буфер ;
- планирование графика производства выполняется на базе информации из этапов производства. Таким образом, для планирования производства не требуется детальная информация о производительности всех рабочих центров: достаточно знать производительность ключевых рабочих центров и время работы в буферах; в процессе производства контролируется статус выполнения работы в буферах перед ключевыми рабочими центрами.
Советы по использованию методики “Барабан-буфер-веревка”
- Один из наиболее эффективных подходов к поиску узких мест - посмотреть, перед какими рабочими центрами скапливаются заготовки, ожидающие обработки.
- Контроль качества может быть целесообразно расположить перед “барабаном”. В этом случае узкое место будет обрабатывать только заведомо качественные заготовки и его неэффективная работа будет исключена.
- Следует постоянно следить за производством и контролировать изменение состава его узких мест. Новые узкие места могут выявляться при оптимизации загрузки узких мест, выявленных ранее.
- Должны быть приняты все возможные меры, чтобы “барабан” не простаивал и работал эффективно.
- По возможности производительность “барабана” должна быть увеличена, т.к. это увеличивает производительность всей системы.
Литература по методологии ТОС Теории ограничения систем.
Теория ограничений - популярная методология управления производством, разработанная в 1980-е годы Элияху Голдраттом , в основе которой лежит нахождение и управление ключевым ограничением системы, которое предопределяет успех и эффективность всей системы в целом. Основной особенностью методологии является то, что делая усилия над управлением очень малым количеством аспектов системы, достигается эффект, намного превышающий результат одновременного воздействия на все или большинство проблемных областей системы сразу.
Подход теории ограничений основан на том, чтобы выявлять это ограничение и управлять им для увеличения скорости генерации прибыли. Методологически теория ограничений включает в себя ряд логических инструментов, позволяющих найти ограничение, выявить стоящее за ним управленческое противоречие, находить решение и внедрять его с учетом интересов всех заинтересованных сторон. Нацеленность на конечный финансовый результат позволяет добиваться быстрых результатов для бизнеса (2-3 месяца), нацеленность на взаимовыгодные решения позволяет повышать уровень взаимодействия и мотивацию персонала. Теория применяется в управлении производством, в управлении проектами (разработка новой продукции, строительство), управлении закупками и дистрибуцией товара.
Среди предлагаемых теорией ограничений методов - набор правил проверки логичности утверждений о работе организации и причинно-следственных связей между ними, , метод «барабан - буфер - верёвка», а также метод критической цепи для управления проектами.
Энциклопедичный YouTube
1 / 3
✪ Теория ограничений Голдратта. Дерево будущей реальности (ДБР)
✪ Голдратт Давайте мыслить глобально Теория ограничений
✪ Открытый семинар: Теория ограничений Голдратта
Субтитры
Метод «барабан - буфер - верёвка»
Одним из методов теории ограничений, широко применяемым в сфере производства, является метод «барабан - буфер - верёвка», задающий следующие принципы:
- «барабан» - производство должно работать по некоторому ритму;
- «буфер» - перед ограничением должен находиться некоторый буфер запасов материалов, защищающий ограничение от простоев;
- «верёвка» - материалы должны подаваться в производство только тогда, когда запасы перед ограничением достигли некоторого минимума, не раньше, чтобы не перегрузить производство.
Мыслительные процессы
Теория ограничений предлагает также более общий системный подход к поиску и снятию ограничений, который может быть применен не только в производстве, но и в других, самых разнообразных системах. Данный подход состоит из последовательного построения аналитических схем следующих типов:
- Дерево текущей реальности (ДТР, аналогичное диаграмме текущего состояния, используемой многими организациями) - для выявления причинно-следственных отношений между нежелательными явлениями и корневой причины большинства данных нежелательных явлений.
- Диаграмма разрешения конфликта (ДРК) - для устранения противоречий в системе, которые часто являются причиной нежелательной ситуации в системе. Способ устранения противоречий принято называть инъекцией .
- Дерево будущей реальности (ДБР) - когда выбраны некоторые способы (инъекции) устранения выявленных с помощью ДТР корневых причин проблем или конфликта в диаграмме разрешения конфликта, строится дерево, показывающее будущее состояние системы. Это необходимо для выявления негативных последствий выбранных инъекций (негативных ветвей ) и выбора способов борьбы с ними.
- Дерево перехода - для выявления возможных препятствий на пути преобразований и их устранения.
- План преобразований - для выработки конкретных инструкций для исполнителей для внедрения планируемых изменений.
Данный подход описан в художественной форме в книге «Цель-2. Дело не в везении» . Более формальным академическим языком - в книге У. Детмера «Теория ограничений Голдратта» .
Критерии проверки логических построений
Метод мыслительных процессов Голдратта, в отличие от многих подобных методик визуализации информации (например, диаграммы Исикавы , ментальных карт), предлагает набор правил, позволяющих проверить наличие причинно-следственных связей и их достоверности. Такие правила называются критериями проверки логических построений (КПЛП, Categories of Legitimate Reservation) - это восемь положений, при помощи которых можно проверить, доказать или опровергнуть правильность выстроенных причинно-следственных связей:
- Ясность - все однозначно понимают утверждения, используемые в диаграмме.
- Наличие утверждения - утверждение содержит законченную мысль.
- Наличие причинно-следственных отношений - действительно ли названная причина вызывает указанное следствие?
- Достаточность приведенной причины - названная причина достаточна, чтобы вызвать указанное следствие, в данном контексте.
- Проверка наличия альтернативной причины - не может ли названная причина быть всего лишь одной из возможных?
- Недопустимость подмены причины следствием - перепутаны причина и следствие.
- Поиск проверочного следствия - если названная причина имеет место, то у неё должны быть не только указанное следствие, но и некоторые другие, побочные, следствия (которые не обязательно должны быть указаны в конкретной диаграмме).
- Отсутствие тавтологии - следствие предлагается в качестве обоснования существования причины.
Примечания
Литература
- Эли Шрагенхайм. Теория ограничений в действии: Системный подход к повышению эффективности компании = Management Dilemmas. - М. : Альпина Паблишер , 2014. - 286 с. - ISBN 978-5-9614-4727-9 .
- Элияху М. Голдратт , Джефф Кокс. Цель. Процесс непрерывного совершенствования = англ. The Goal: A Process of Ongoing Improvement . - Минск: Попурри, 2009. - 496 с. - 7000 экз. -
Новый флагманский продукт 1С отличается более аналитическим подходом к автоматизации предприятий - вместо реализации множества отдельных функций разработчики пытаются выбрать наиболее успешные и перспективные методики и разработать функционал, позволяющий применять данные методики на предприятии. Наиболее ярким примером такого подхода являются возможности «1С:ERP» по планированию и контролю производства, построенные на базе теории системных ограничений. Для эффективного использования этого функционала требуется, в первую очередь, разобраться не в возможностях программы, а понять все принципы и предпосылки теории системных ограничений. В этой статье будет дан обзор всех ключевых моментов данной теории, нашедших своё применение в 1С:ERP.
Теория ограничений, «Барабан-буфер-веревка»
Согласно теории ограничений, предложенной Э.Голдраттом, в каждом производстве можно выделить небольшой перечень рабочих центров , являющихся «узкими местами», производительность которых ограничивает производительность всего производства в целом. Для достижения максимальной производительности производства эти «узкие места» должны быть использованы максимально эффективно и, по возможности, расширены.
Концептуально теория ограничений предлагает концентрироваться именно на обеспечении максимальной пропускной способности производства и на максимальной скорости выпуска готовой продукции. Для достижения этих целей, предлагается отказаться от ряда привычных и неэффективных производственных традиций.
Традиционно большинство компаний концентрируются на максимальной загрузке всех рабочих центров, это приводит к накоплению больших запасов полуфабрикатов, которые не успевают обрабатываться на узких местах производства. Это имеет сразу два негативных последствия. Первое - риск устаревания, порчи, или потери надобности в накопленных запасов полуфабрикатов, что является прямой потерей денег. Второе - необходимость большего объема оборотных средств, которые «замораживаются» в запасах полуфабрикатов. Также традиционно компании стремятся увеличить объемы обрабатываемых партий полуфабрикатов, чтобы сократить временные затраты, необходимые для переключение на выпуск другой продукции, т.к. в этом случае производительное время работы для каждого рабочего центра будет выше.
Теория системных ограничений предлагает, насколько это возможно, не накапливать запасы полуфабрикатов, а обеспечить максимально быстрое прохождение изделий через все стадии производственного процесса, в том числе - путем уменьшения партий обработки материалов. Такой подход позволяет добиться меньшего времени производства от исходных материалов до конечной продукции. Запасы полуфабрикатов при данном методе зачастую могут не создаваться, что также решает проблемы заморозки и риски списания этих полуфабрикатов. Далее будет дано описание методологии производственного планирования по теории системных ограничений.
«Барабан-буфер-веревка». Применение принципов теории ограничении в управлении производством
Для максимально эффективного использования узких мест («ключевых рабочих центров») необходимо придерживаться следующих правил:
- Ограниченные ресурсы никогда не должны простаивать.
- Необходимо сократить накладные расходы времени в работе «узких мест». Например, если требуется переналадка между выпуском разных изделий - порядок производства разных партий изделий можно определить таким образом, чтобы сократить время переналадок.
- Если возможно исполнение отдельных производственных операций на других рабочих центрах, не являющихся узкими местами, - целесообразно пытаться переводить эти операции на другие станки.
- Если случается определенный процент брака в производстве - операции контроля качества целесообразно проводить до обработки полуфабрикатов в «узких местах», т.к. иначе их ресурс будет тратиться на обработку заведомо бракованных изделий.
Для реализации первых двух из перечисленных принципов (самых важных) служит методика «Барабан-буфер-веревка» (ББВ). Основные шаги использования методики следующие:
- Определить рабочие центры, являющиеся «узкими местами». Методика называет эти узкие места барабанами.
- Обеспечить наиболее эффективную загрузку барабанов. Для этого следует составить детальное расписание обработки разных изделий на ключевых рабочих центрах. Простои ключевых рабочих центров при этом должны быть исключены или сведены к возможному минимуму. Расписание стоит составить таким образом, чтобы сократить время переналадок, если они необходимы между обработкой разных изделий.
- Подчинить выполнение работы на прочих рабочих центрах работе барабана. Это означает, что запуск производства изделия должен планироваться таким образом, чтобы оно успело поступить на барабан не позже запланированного времени начала обработки на барабане. Т.е. время запуска производства изделий зависит от времени их прохождения через барабан. В методике ББВ говорится что «барабан» дергает за «веревку», чтобы производство изделия началось на первом рабочем центре (т.н. «тянущая» схема производства).
Определение размеров буферов
Для понимания методики ББВ очень важно понять роль буфера. По разным причинам график производства может быть сорван. Буфер позволяет застраховаться от того, чтобы проблемы на других участках привели к срыву графика работы барабана (и соответственно, срыву общего графика производства). Размер буфера должен быть подобран таким образом, чтобы детали всегда вовремя приходили для обработки на барабан. В методике ББВ «буфером» называют всю продолжительность производственного цикла перед барабаном, а не только запас времени, добавляемый для надежности к среднему значению времени обработки (что, может быть, лучше согласуется с традиционным пониманием слова «буфер»). Т.е. время выполнения отдельных производственных операций перед узким местом суммируется и обозначается одним числом - размером буфера.
Одним из принципиальных моментов всей концепции является выбор размера буфера. Размер буфера должен определяться не путем простого суммирования времени выполнения всех входящих в него операций, а добавлением значительного временного запаса. Целевой размер буфера должен быть подобран таким образом, чтобы даже при срывах производства на участках, «спрятанных» в буфер - общее время выполнения всех операций не превысило времени буфера. На практике это означает, что буфер может превышать чистое технологическое время выполнения включенных в него операций в три и более раз, т.к. именно многократный запас времени обеспечивает необходимую гарантию своевременного выполнения всех операций.
Главная цель выбора размера буфера - своевременное выполнение всех включенных в него операций, чтобы срыв производства в буфере не привел к простою на узком рабочем месте, расположенном после буфера, т.к. простой узкого рабочего места снижает общий объем выпуска всего производства.
Важно понять, что выделение буфера с большим запасом времени не приводит к увеличению времени обработки с ростом объема партий продукции. Время производства = время буфера + время работы барабана*число изделий (партий изделий).
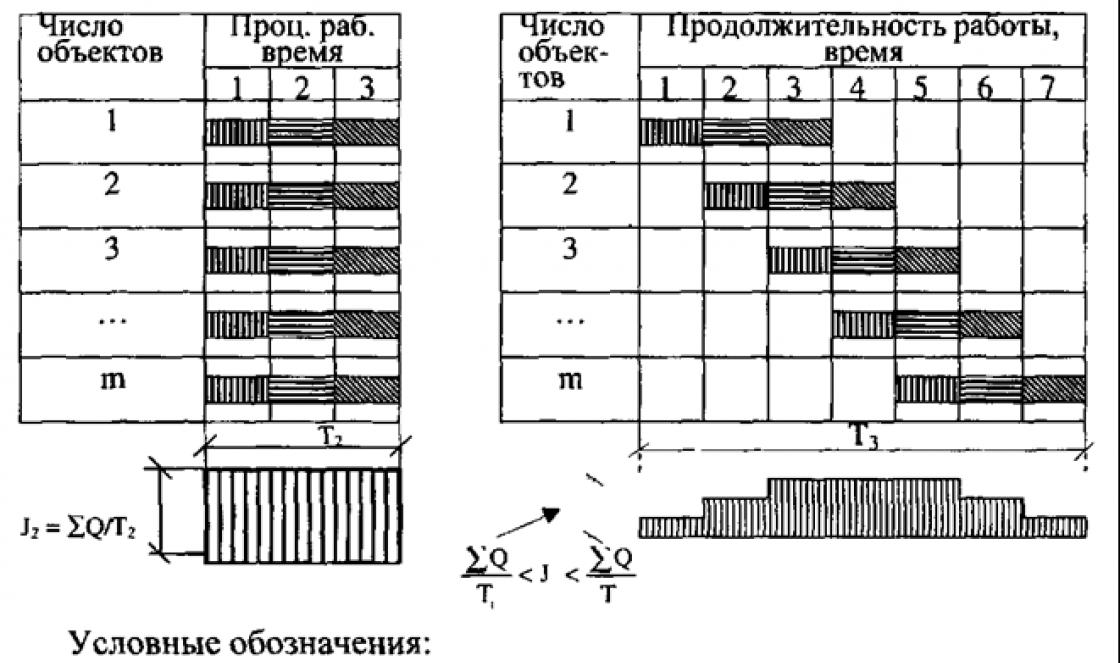
Пример Пусть этап производства выполняется на трех последовательных РЦ с производительностью: РЦ1 - партия до 5шт. за 1 час, РЦ2 - 1 шт/ч, РЦ3 - партия до 3 шт. за 4 ч. Таким образом, РЦ1 и РЦ2 обладают большей производительностью и входят в буфер перед РЦ3. Время этого буфера должно быть рассчитано на подготовку полной партии запуска, допускающей одновременную обработку на РЦ3. Т.к. РЦ3 обрабатывает одновременно партии из 3х изделий, то время буфера должно быть рассчитано для 3х изделий. Чистое время выполнения технологических операций в буфере - 4 часа. Для указанных условий производство одной партии из 3 изделий займет 4+4=8 ч., производство двух партий из 6 изделий займет 4+4*2=12ч. С увеличением числа выпускаемых изделий - первое слагаемое, показывающее операции спрятанные в буфер (4ч) будет неизменным. Пример проиллюстрирован на рисунке.

Таким образом, буфер показывает однократные затраты времени перед узким рабочим местом на выпуск произвольного количества изделий. В целом, выделение запаса времени в буфере может не только не увеличить, но скорее всего даже сократит общее время производства. Причина в следующем: на большинстве производственных предприятий существует огромная разница между суммарным чистым временем обработки и полным временем нахождения изделия в производстве. Первое значение для большинства видов продукции составляет от нескольких минут до часа на единицу, второе может доходить до нескольких недель и даже при самых лучших условиях производства измеряется несколькими днями. Это является следствием того, что каждая единица продукции гораздо дольше ждет своей очереди, чем подвергается непосредственной обработке. Время буфера перед узким рабочим местом - лишь «узаконивает» простой изделия в ожидании на обработку. Но за счет того, что благодаря буферу будет исключен простой узкого рабочего места всего производство - реальное время обработки партии изделий может сократиться.
Тут могут возникнуть сомнения не замедлит ли время буфера выпуск изделий при условии производства малых партий. Принципиально, буфер может замедлить среднее время выпуска малой партии изделий. Однако наличие буфера будет гарантировать что партия действительно будет выпущена за указанное время. Отсутствие запаса в буфера - позволяет планировать выпуск быстрее, но такой оптимистичный план не всегда получится выполнить.
Если признать концепцию, что время выполнения работ в буфере должно быть взято с запасом, то возникает еще одно преимущество. В ББВ отсутствует необходимость в высокой точности нормирования времени выполнения всех технологических операций в буфере. Время на переналадку станков и перемещение деталей между рабочими центрами можно вообще не учитывать, т.к. буфер обеспечивает достаточный временной запас. Таким образом, задача планирования графика производства значительно упрощается и сводится только к планированию расписания работы барабана.
Стоит подчеркнуть, что методика ББВ не просто позволяет не тратить времени на пооперационное планирование, а прямо говорит, что такое планирование может быть вредным. Если у рабочего центра, «спрятанного» в буфере есть избыточная мощность - он должен делать операции в том порядке, в котором детали будут поступать на барабан. Иначе его локальная оптимизация может привести к срыву поступления деталей на барабан. Целесообразно оптимизировать порядок выполнения работ только для тех рабочих центров, которые имеют лишь небольшой запас мощности, по сравнению с барабаном. Для таких рабочих центров по возможности нужно сокращать число переналадок и простоев.
Методика ББВ предлагает называть буфером не только работы, выполняемые перед барабаном, но и работы, выполняемые после барабана, до выпуска готовой продукции. В «1С:Управление предприятием» эти буферы названы: буфер до и буфер после. Задавая запас времени в буфере после можно так же, как и для буфера до, отказаться от детального пооперационного планирования и гарантировать выпуск продукции к запланированному времени.
Управление буферами
Ключевая задача управления буферами - контроль задержек производства и реагирование на те из них, которые могут привести к задержке передачи полуфабрикатов для обработки на барабане.
Время буфера предлагается задавать минимум с тройным запасом относительно чистого производственного времени и для оценки состояния буфера его делят на три зоны: зеленую, желтую и красную. Такое деление позволяет быстро понять какие производственные задания находятся под угрозой срыва. Пока буфер находится в зеленой зоне - всё нормально. Когда буфер в желтой зоне - возможно, производство будет выполнено не вовремя, желателен контроль. Буфером красной зоны необходимо заниматься срочно, чтобы исключить задержку передачи заготовки на барабан.
Если доля каждой зоны равна трети времени буфера (в «1С:Управление предприятием» это именно так) -
контроль производства будет очень простым:
- В нормальной ситуации производство может уже закончится пока буфер находится в зеленой зоне.
- Если производство даже не начато, пока буфер в желтой зоне - можно успеть выполнить его даже с запасом по времени. Но запас в таком буфере уже не избыточен. Производство обязательно должно быть начато до перехода буфера в красную зону.
- Даже при попадании буфера в красную зону можно обеспечить своевременное выполнение производства, если всеми силами обеспечить максимально быстрое выполнение работ, входящих в буфер. За производством, попавшим в красную зону, нужен строгий контроль для обеспечения его максимально быстрого выполнения.
Таким образом, для каждой из трёх зон буфера есть четко определенная стратегия реагирования.
Важно подчеркнуть, что время буфера не должно расходоваться зря. Т.е. не должно быть успокоенности, что производство, которое простаивает при нахождении буфера в зеленой зоне - это нормальное явление. Принципиально важно защититься от «синдрома студента» и выполнять производственные задания в конце времени буфера. Запас времени в буфере служит не для обеспечения неспешной работы рабочих центров, входящих в буфер, а для защиты барабана от возможных проблем, таких как проблема на рабочем центре, работающем прямо перед барабаном. Если работа на РЦ перед барабаном возникнет при нахождении буфера уже в красной зоне - это приведет задержке передачи производства на барабан. Поэтому производство должно начинаться сразу и выполняться пока буфер находится в зеленой зоне. Попадание буфера в красную зону означает большие риски срыва производственного плана, поэтому частое попадание в красную зону является поводом для изучения и устранения проблем, являющихся причиной для этого.
Как было указано выше, изначально время буфера предлагает выбирать с тройным запасом. При стабильном выполнении производства в зеленой зоне буфера - время буфера можно уменьшить, если это необходимо для ускорения выпуска партии изделия.
Упрощенная методика, УББВ
Для большого количества производственных предприятий ограничением предприятия в целом являются не производственные мощности, а рыночный спрос. Производственные мощности в этих компаниях позволяют выпускать больше, чем требует рынок. В такой ситуации, когда производственные возможности превышают потребности в производстве - методику «барабан-буфер-веревка» можно упростить. Эту упрощенную методику принято называть «упрощенный Барабан-буфер веревка», УББВ.
В обычной методике ББВ ограничением является барабан, соответственно все производственные мощности до него можно не планировать детально, т.к. они с запасом успеют выполнить необходимые операции до передачи производства на барабан. В случае, когда ограничение (рыночный спрос), расположено за рамками производство - всё производство можно не планировать детально, а управлять им как общим буфером, контролирующим своевременный выпуск из производства.
Таким образом, в методике УББВ предлагается не планировать производство в рамках периода, т.к. известно что производственные мощности могут с запасом выполнить производственный план. В УББВ необходимо только проконтролировать, что производство, обладающее избыточной мощностью, будет закончено к указанному сроку. Поэтому, в УББВ контроль производства сводится только к контролю статуса буфера, аналогично его контролю в ББВ. Задачей планирования в УББВ является только определение размера буфера: достаточно большого, чтобы обеспечить своевременный выпуск продукции, и не слишком большого, чтобы не завышать общие сроки производства.
Как и в случае с ББВ, в методике УББВ следует контролировать частоту попадания буфера в красную зону. Если это происходит часто - порядок действий должен быть следующим:
- Необходимо изучить причины попадания в красную зону буфера.
- Если причина во внутренних проблемах самого производства - следует их устранить.
- Если причина в малом времени буфера и рыночный спрос позволяет его увеличить (т.е. большее нормативное время производства не приведет к снижению спроса) - следует выбрать время буфера с большим запасом.
- Если время буфера невозможно увеличить и причина задержек в малом запасе производственных мощностей, относительно потребностей в готовой продукции - возможны два варианта действий:
- В ситуациях, когда производительность всех участков производства приблизительна равна - потребуется увеличить производственные мощности (если важно снизить риск возможного срыва производства).
- В случае наличия рабочего центра с пропускной способностью заметно меньше, чем у других РЦ - следует перейти к методике ББВ, т.к. она позволяет добиться оптимального производственного планирования и большей точности контроля производства.
Дополнительная литература
В рамках данной статьи невозможно полностью раскрыть все аспекты теории ограничений и перечислить все ситуации, в которых она может быть применима. Для более полного её понимания предлагаем следующие книги:
- Элияху Голдратт «Цель»,
- Детмер, Шрагенхайм «Производство с невероятной скоростью»,
- Детмер «Теория ограничений Голдратта».
Теория ограничений в функционале 1с:erp.
Для поддержки теории ограничений и методик ББВ и УББВ функционал управления производством предлагает следующий порядок работы:
- На каждом этапе производства может быть выделено узкое место - ключевой вид рабочих центров , для которого указывается информация о его удельной производительности. Для всех работ, выполняющихся перед ним и после него - задается обобщенное время выполнения, за которое они могут быть выполнены - буферы.
- Время выполнения производства на каждом этапе определяется как время обработки всех изделий на ключевом виде рабочих центров, плюс время буферов до и после. Для расчета времени обработки изделий на ключевом виде рабочих центров - учитываются разные параметры его функционирования: удельная производительность, расписание работы, кратность выпуска, возможность одновременной обработки разных изделий в условия синхронного и асинхронного начала обработки различных изделий (примеры - высокотемпературные печи и сушильные камеры, соответственно).
- На каждом этапе производства может быть составлено детальное расписание барабанов, чтобы оптимизировать их работу (например, сократить число переналадок). Контроль буферов по каждому производственному заданию (маршрутному листу) может выполняться по светофорной системе, согласно методике ББВ. Альтернативно контроль производства в рамках этапа может идти по методике УББВ.
Возможны ситуации, когда для производства разной номенклатуры требуется разное соотношение времени обработки на разных рабочих центрах, т.е. для одной продукции требуется больше времени на одном РЦ, а для другой - на другом РЦ. В таких случаях в этапах производства в программе можно задать несколько видов рабочих центров, и необходимое время их работы для выпуска одной партии продукции. Узкое место в каждом интервале планирования программа определит автоматически, в соответствии с тем, какой из видов РЦ будет работать на пределе своей мощности в данном интервале.
Разделение производства на этапы
Система планирования и контроля производства в ERP построена не только для оптимизации пропускной способности производства. Она также направлена на решение других задач: разграничение зон ответственности сотрудников, контроль промежуточных результатов производства (в т.ч. для учета затрат) и т.п. Различные задачи имеют противоречивые цели.
Так, с точки зрения оптимизации производительности желательно определить единственное узкое место всей производственной цепи.
С точки зрения организационного контроля производства и других аспектов планирования:
- Нежелательно объединять в общий производственный буфер операции, выполнение которых происходит в разных цехах, т.к. непонятно кто будет нести ответственность при несвоевременном выполнении операций в буфере.
- Для длительного производственного процесса может быть необходимо установить промежуточные точки, к которым необходимо передать в производство дополнительные материалы. Передача материалов к самому началу производства может быть связана с заморозкой оборотных средств ради слишком ранней поставки, такая передача может задержать старт производства в связи с необходимостью ожидания материалов от поставщика. Могут быть и другие причины.
- Теория системных ограничений предполагает сведение к минимуму накоплений больших партий продукции для передачи на следующий этап производства, т.к. такие укрупнения партий обработки могут быть полезны, в общем случае, только для ускорения работы узкого места. Но при территориальном разнесении разных производственных цехов будет слишком расточительно перемещать между ними отдельно каждую заготовку изделия. С точки зрения экономии издержек - рациональнее планирования подготовку определенной партии продукции в первом цехе и транспортировка партии целиком. Таким образом, планирование производства во втором цехе должно вестись от времени поступления партии продукции из первого цеха.
Таким образом, т.к. у управления производством есть множество дополнительных целей и задач, то для их решения приходится разделять производство на этапы и устанавливать контрольные временные точки, в которые должно начинаться или заканчиваться выполнение каждого этапа. Каждый этап производства рассматривается как независимая производственная система, для которой создается и контролируется план производства. Для планирования производства на каждом этапе используется логика планирования теории системных ограничений: оценивается максимальный объем производства на узком рабочем месте данного этапа. Для контроля плана выполнения производства - используется методика ББВ, где барабан определяется как узкое место данного конкретного этапа.
Подводя итог возможностям ERP по разделению производства на этапы, можно сказать следующее:
- При необходимости максимизации выпуска любой ценой и отсутствии других ограничивающих условий для производства - можно обозначить всё производство единым этапом, найти на нём самый медленный участок и планировать производство по максимальному теоретическому объему выпуска.
- Для сложных производств невозможно выделить единственное узкое место и подчинить его максимальному использованию все остальные процессы: не менее важными являются задачи планирования поставок материалов, снижения стоимости за счет объединение партий транспортировки между этапами, повышение управляемости за счет разграничения зон ответственности. Для решения всех этих задач необходимо рассматривать производство как череду отдельных этапов, планирование которых должно вестись независимо. Уже при планировании и контроле отдельного этапа - можно полностью использовать все принципы теории системных ограничений. Вид рабочих центров - рабочие центры, обладающие одинаковыми производственными возможностями (но, возможно, разной производительностью). Т.к. для планирования производства всё равно на каком из одинаковых РЦ будет выполняться производство - указывается вид РЦ.
5. МЕТОД «БАРАБАН-БУФЕР-ВЕРЕВКА» (DBR)
Метод «Барабан-Буфер-Веревка» (DBR-Drum-Buffer-Rope) — один из оригинальных вариантов «выталкивающей» логистической системы, разработанной в ТОС (Theory of Constraints) ,,. Она очень похожа на систему лимитированных очередей FIFO, за исключением того, что в ней не ограничиваются запасы в отдельных очередях FIFO.
Рис. 9.
Вместо этого устанавливается общий лимит на запасы, находящиеся между единственной точкой составления производственного расписания и ресурсом, ограничивающим производительность всей системы, РОП (в примере, приведенном на рисунке 9, РОП-ом является участок 3). Каждый раз, когда РОП завершает выполнение одной единица работы, точка планирования может запускать в производство еще одну единицу работы. Это в данной логистической схеме называется «веревкой» (Rope). «Веревка» — это механизм управления ограничением против перегрузки РОП. По существу, это график отпуска материалов, который предотвращает поступление работы в систему в темпе более высоком, чем она может быть обработана в РОП. Концепция веревки используется для предотвращения появления незавершенного производства в большинстве точек системы (кроме защищенных плановыми буферами критических точек).
Поскольку РОП диктует ритм работы всей производственной системы, то график его работы именуется «Барабаном» (Drum). В методе DBR особое внимание уделяется именно ресурсу, ограничивающему производительность, поскольку именно он определяет максимально возможный выход всей производственной системы в целом, так как система не может производить больше, чем ее самый маломощный ресурс. Лимит запасов и временной ресурс оборудования (время его эффективного использования) распределяется так, чтобы РОП всегда мог вовремя начать новую работу. Этот в рассматриваемом методе именуется «Буфером» (Buffer). «Буфер» и «верёвка» создают условия, предотвращающие недогрузку или перегрузку РОП.
Заметим, что в «вытягивающей» логистической системе DBR буферы, создаваемые перед РОП, имеют временной , а не материальный характер.
Временной буфер есть резерв времени, предусматриваемый для защиты запланированного времени «начала обработки», с учетом разброса в прибытии на РОП конкретной работы. Например, если расписание РОП требует начать конкретную работу на участке 3 во вторник, тогда материал для этой работы должен быть отпущен достаточно рано, чтобы все предшествующие обработке РОП шаги (участки 1 и 2) были закончены еще в понедельник (т.е. за один полный рабочий день до требуемого срока). Буферное время служит для «защиты» наиболее ценного ресурса от простоев, поскольку потеря времени этого ресурса эквивалентна невозвратной потери в конечном результате всей системы. Поступление материалов и производственных заданий может осуществляться на основе заполнения ячеек «Супермаркета» Передача деталей на последующие этапы обработки после их прохождение через РОП уже не являются лимитируемым FIFO, т.к. производительность соответствующих процессов заведомо выше .

Рис. 10.
Пример организации буферов в методе DBR
в зависимости от положения РОП
Необходимо отметить, что только критические пункты в цепи производства защищаются буферами (см. рисунок 10). Такими критическими пунктами являются:
сам ресурс с ограниченной производительностью (участок 3),
любой последующий этап процесса, где происходит сборка детали, обработанной ограничивающим ресурсом с другими частями;
отгрузка готовой продукции, содержащей детали, обработанные ограничивающим ресурсом.
Поскольку в методе DBR защита от возможных отклонений сосредоточена в наиболее критичных местах производственной цепи и устраняется во всех прочих местах, время производственного цикла может быть сокращено, иногда на 50 процентов или более, без ухудшения надежности в соблюдении сроков отгрузки продукции потребителям.

Рис. 11.
Пример диспетчерского контроля
прохождения заказов в РОП в методе DBR
Алгоритм DBR — это обобщение известного метода OPT ,, который многие специалисты называют электронным воплощением японского метода «Канбан», хотя на самом деле, между логистическими схемами восполнения ячеек «Супермаркета» и методом «Барабан-Буфер-Веревка», как мы уже видели, имеется значительная разница.
Недостатком метода «Барабан-Буфер-Веревка» (DBR) является требование существования РОП, локализуемого на заданном горизонте планирования (на интервале расчета расписания для выполняемых работ), что возможно только в условиях серийных и крупносерийных производств. Однако для мелкосерийных и единичных производств локализовать РОП, в течение достаточно длительного интервала времени, вообще говоря, не удается, что значительно ограничивает применимость рассмотренной логистической схемы для этого случая.
6. ЛИМИТ НЕЗАВЕРШЕННОГО ПРОИЗВОДСТВА (НЗП)
«Вытягивающая» логистическая система с лимитом незавершенного производства (НЗП) похожа на метод DBR. Отличие заключается в том, что здесь создаются не временные буферы, а задается некий фиксированный лимит материальных запасов, который распределяется на все процессы системы, а не заканчивается только на РОП. Схема приведена на рисунке 12.

Рис. 12.
Этот подход к построению «вытягивающей» системы управления» значительно проще рассмотренных выше логистических схем, внедряется легче, и ряде случаев является более эффективным. Как и в рассмотренных выше «вытягивающих» логистических системах здесь имеется единственная точка планирования, — это участок 1 на рисунке 12.
Логистическая система с лимитом НЗП имеет некоторые преимущества по сравнению с методом DBR и системой лимитированных очередей FIFO:
неполадки, колебания ритма производства и другие проблемы процессов с запасом производительности не приведут к остановке производства из-за отсутствия работы для РОП, и не будут снижать общую пропускную способность системы;
правилам планирования должен подчиняться только один процесс;
не требуется фиксировать (локализовать) положение РОП;
легко обнаружить местонахождение текущего участка РОП. К тому же, такая система дает меньше «ложных сигналов» по сравнению лимитированными очередями FIFO.
Рассмотренная система хорошо работает для ритмичных производств со стабильной номенклатурой выпускаемых изделий, отлаженными и неизменяемыми технологическими процессами, что соответствует массовым, крупносерийным и серийным производствам. В производства единичных и мелкосерийных, где постоянно запускаются в производство новые заказы с оригинальной технологией их изготовления, где сроки выпуска продукции диктуются потребителем и могут, вообще говоря, изменяться непосредственно в процессе изготовления изделий, тогда на уровне производственного менеджмента появляется множество организационных проблем. Опираясь лишь на правило FIFO в передаче полуфабрикатов от участка к участку, логистическая система с лимитом незавершенного производства в таких случаях теряет свою эффективность.
Важной особенностью рассмотренных выше «выталкивающих» логистических систем 1-4 является возможность вычисления времени выпуска (цикла обработки) изделий по известной формуле Литлла :
Время выпуска = НЗП/Ритм,
где НЗП — объем незавершенного производства, Ритм — это количество изделий, выпускаемых в единицу времени.
Однако для производств мелкосерийных и единичных понятие Ритма производства становится весьма расплывчатым, поскольку этот тип производств никак нельзя назвать ритмическими. Более того, статистика говорит о том, что в среднем вся станочная системы в таких производствах остается наполовину недогруженной, что происходит за счет постоянных перегрузок одного оборудования и одновременного простоя другого в ожидании работы, связанной с изделиями, пролеживающими в очереди на предыдущих стадиях обработки. Причем простои и перегрузки станков постоянно мигрируют от участка к участку, что не позволяет их локализовать и применить ни один из перечисленных выше логистических схем вытягивания. Еще одной особенностью мелкосерийных и единичных производств является необходимость выполнения заказов в виде целого комплекта деталей и сборочных единиц к фиксированному сроку. Это значительно усложняет задачу производственного менеджмента, т.к. детали, входящие в этот комплект (заказ), могут технологически подвергаться различным процессам обработки, и каждый из участков может представлять собой РОП для одних заказов, не вызывая проблем при обработке других заказов. Таким образом в рассматриваемых производствах возникает эффект так называемого «виртуального узкого места» (Virtual Bottle-Neck): вся станочная системы в среднем остается недогруженной, а ее пропускная способность низкой. Для таких случаев наиболее эффективной «вытягивающей» логистической системой является Метод вычисляемых приоритетов.
7. МЕТОД ВЫЧИСЛЯЕМЫХ ПРИОРИТЕТОВ
Метод вычисляемых приоритетов является своеобразным обобщением двух рассмотренных выше «выталкивающих» логистических систем: системы пополнения «Супермаркета» и системы с лимитированными очередями FIFO. Разница в том, что в данной системе уже не все пустые ячейки в «Супермаркете» пополняются в обязательном порядке, а производственные задания, оказавшись в лимитированной очереди, продвигаются от участка к участку не по правилам FIFO (т.е. не соблюдается обязательная дисциплина «в порядке поступления»), а по другим вычисляемым приоритетам. Правила вычисления этих приоритетов назначаются в единственной точке планирования производства, — в примере, приведенном на рисунке 13, это второй производственный участок, следующий непосредственно за первым «Супермаркетом». На каждом последующем производственном участке функционирует своя собственная исполнительная производственная система , (MES — Manufacturing Execution System), задача которой — обеспечить своевременную обработку поступающих на вход заданий с учетом их текущего приоритета, оптимизировать внутренний материальный поток и вовремя показать возникающие проблемы, связанные с этим процессом ,. Значительное отклонение в обработке конкретного задания на одном из участков может повлиять на вычисляемое значение его приоритета.

Рис. 13.
Процедура «вытягивания» осуществляется за счет того, что каждый последующий участок может начинать выполнять только те задания, которые имеют максимально возможный приоритет, что выражается в первоочередном заполнении на уровне «Супермаркета» не всех доступных ячеек, а лишь тех, что соответствуют приоритетным заданиям. Последующий участок 2, хотя и является единственной точкой планирования, определяющей работу всех остальных производственных звеньев, сам вынужден выполнять только эти наиболее приоритетные задания. Численные значения приоритетов заданий получаются за счет вычислений на каждым из участков значений общего для всех критерия. Вид этого критерия задается основным планирующим звеном (участком 2), а его значения каждый производственный участок самостоятельно вычисляет для своих заданий, либо вставших в очередь на обработку, либо находящихся в заполненных ячейках «Супермаркета» на предыдущей стадии.
Впервые такой метод восполнения ячеек «Супермаркета» стал применяться на японских предприятиях компании «Тойота» и получил название «Процедуры выравнивания производства» или «Хейдзунка» (Heijunka) ,. Ныне процесс заполнения «Ящика Хейдзунка» является одним из ключевых элементов «вытягивающей» системы планирования, используемой в TPS (Toyota Production System), когда приоритеты поступающих заданий назначаются или вычисляются вне выполняющих их производственных участков на фоне действующей «вытягивающей» системы восполнения «Супермаркета» (Канбан). Пример назначения одного из директивных приоритетов исполняемому заказу (аварийный, срочный, плановый, переходящий, прочее) приведен на рисунке 14.

Рис. 14.
Пример назначения директивного
приоритета исполняемым заказам
Другой вариант передачи заданий от одного участка к другому в данной «вытягивающей» логистической системе служит так называемое «вычисляемое правило» приоритетов.

Рис. 15.
Последовательность исполняемых заказов
в методе вычисляемых приоритетов
Очередь производственных заданий, передаваемых от участка 2 к участку 3 (рисунок 13), ограничена (лимитирована), но в отличие от случая, изображенного на рисунке 4, сами задания могут меняться местами в этой очереди, т.е. изменять последовательность своего поступления в зависимости от их текущего (вычисляемого) приоритета. Фактически это означает, исполнитель сам не может выбрать с какого задания начинать работу, но в случае изменения приоритета заданий ему, возможно, предстоит, недоделав текущее задание (превратив его в текущий НЗП), переключиться на выполнение наиболее приоритетного. Конечно, в такой ситуации при значительном числе заданий и большом числе станков на производственном участке необходимо использовать MES, т.е. проводить локальную оптимизацию материальных потоков, проходящих через участок (оптимизировать исполнение заданий, уже находящихся в обработке). В результате для оборудования каждого участка, не являющегося единственной точкой планирования, составляется локальное оперативное производственное расписание, которое подвергается коррекции каждый раз, как только изменяется приоритет исполняемых заданий. Для решения внутренних оптимизационных задач используются свои критерии, именуемые «Критерии загрузки оборудования». Задания, ожидающие обработки между участками, не связанными «Супермаркетом», упорядочиваются по «Правилам выбора из очереди» (рисунок 15), которые, в свою очередь, могут тоже изменяться в течение времени.
Если Правила вычисления приоритетов заданиям назначаются «извне» по отношению к каждому производственному участку (Процессу), то Критерии загрузки оборудования участка определяют характер прохождения внутренних материальных потоков. Эти критерии связаны с использованием на участке оптимизационных MES-процедур, предназначенных исключительно для «внутреннего» пользования. Они выбираются непосредственно диспетчером участка в режиме реального масштаба времени, рисунок 15.
Правила выбора из очереди назначаются на основании значений приоритетов исполняемых заданий, а также с учетом фактической скорости их исполнения на конкретном производственном участке (участок 3, рисунок 15).
Диспетчер участка может, учитывая текущее состояние производства, самостоятельно изменять приоритеты отдельных технологических операций и, используя MES-систему корректировать внутреннее производственное расписание. Пример диалога по изменению текущего приоритета операции приведен на рис.16.

Рис. 16.
Чтобы вычислить значение приоритета конкретного задания, выполняемого или ожидающего своей обработки на конкретном участке, проводится предварительное группирование заданий (деталей, входящих в определенный заказ) по ряду признаков:
Номер сборочного чертежа изделия (заказа);
Обозначение детали по чертежу;
Номер заказа;
Трудоемкость обработки детали на оборудовании участка;
Длительность прохождения деталей данного заказа через станочную систему участка (разница между временем начала обработки первой детали и окончанием обработки последней детали данного заказа).
Суммарная трудоемкость операций, выполняемых над деталями, входящими в данный заказ.
Время переналадки оборудования;
Признак обеспеченности обрабатываемых деталей технологической оснасткой.
Процент готовности детали (число завершенных технологических операций);
Число деталей из данного заказа, которые уже прошли обработку на данном участке;
Общее число деталей, входящих в заказ.
Ориентируясь по приведенным признакам и вычисляя ряд специфических показателей таких как напряженность (отношение показателя 6 к показателю 5), сравнивая значения 7 и 4, анализируя соотношения показателей 9, 10 и 11, локальная MES-системы производит расчет текущего приоритета для всех деталей, оказавшихся в одной группе.
Заметим, что детали из одного заказа, но находящиеся на разных участках, могут иметь и различные значения вычисляемого приоритета.
Логистическая схема Метода вычисляемых приоритетов применяется в основном в многономенклатурных производствах мелкосерийного и единичного типов. Представляя собой «вытягивающую систему» планирования и используя локальные MES для обеспечения высокой скорости прохождения заказов через отдельные производственные участки, эта логистическая схема использует децентрализованные вычислительные ресурсы для поддержания эффективности процессов в условиях изменяющихся приоритетов исполняемых заданий.

Рис. 17.
Пример детального производственного расписания
для рабочего места в MES
Отличительной особенностью этого метода является то, что MES система позволяет в пределах производственного участка составлять детальные расписания выполняемых работ ,,. Несмотря на определенную сложность в реализации, метод вычисляемых приоритетов обладает значительными преимуществами:
текущие отклонения, возникающие в ходе производства, компенсируются средствами локальных MES на основании изменяющихся приоритетов выполняемых заданий, что значительно повышает пропускную способность всей системы в целом.
не требуется фиксировать (локализовать) положение РОП и лимитировать НЗП;
имеется возможность оперативно контролировать серьезные сбои (например, поломка оборудования) на каждом участке и пересчитывать оптимальную последовательность обработки деталей, входящих в различные заказы.
наличие на отдельных участках локальных производственных расписаний позволяет проводить оперативный функционально-стоимостной анализ производства .
В заключение заметим, что рассмотренные в данной статье типы «вытягивающих» логистических систем обладают общими для них характерными признаками, это:
Сохранение во всей системе в целом ограниченного объема устойчивых запасов (оборотных заделов) с регулированием их объема на каждом этапе производства независимо от действующих факторов.
План обработки заказов, составленный для одного участка (единственной точки планирования), определяет (автоматически «вытягивает») планы работ других производственных подразделений предприятия.
Продвижение заказов (производственных заданий) происходит как от последующего в технологической цепочке участка к предыдущему на израсходованные в процессе производства материальные ресурсы («Супермаркет»), так и от предыдущего участка к последующему по правилам FIFO или по вычисляемым приоритетам.
Е.Б. Фролов, Московский государственный технологический университет "СТАНКИН"
Классический механизм Барабан-Буфер-Веревка не всегда удается грамотно применить на практике. Чаще всего сложно соблюсти правильную последовательность, где сначала идет Веревка, далее следует Буфер, а Барабан задействуется только в особых случаях. К тому же, существенной преградой успешного применения механизма являются трудности в синхронизации продаж и производственного процесса. В этой связи, достаточно высокий интерес представляет упрощенная система Барабан-Буфер-Канат .
Классическая система Барабан-Буфер-Веревка представляет собой механизм управления производственными процессами, направленный на то, чтобы «расшить» ограничение системы, подчинить всё производство максимально эффективному использованию ограничения. На практике построение такой системы включает в себя разработку подробного план-графика работ для ограничения (барабан), создание защитного буфера, предотвращающего возможность простаивания ограничения (буфер), а также организацию механизма своевременного отпуска работы в производство (веревка).
Однако при внедрении механизма ББК есть также и скрытая посылка: продажи и производство – это процессы, происходящие в двух самодостаточных подразделениях, и отдел продаж может порой посылать новые заказы в производственные цеха, даже когда последние с трудом могут (или совершенно не могут) выполнить их. Однако в таком случае, очевидно, что эта посылка должна быть разрушена. Это – та ситуация, в которой ограничением является рынок, и производство должно подчинить свою работу этому ограничению.
Так что же делать в том случае, когда механизм ББК внедрен в производство, но стало очевидным, что производство больше не является ограничением?
В этом случае неизбежно столкновение с выводом о том, что некоторые положения методики ББК больше не являются необходимыми.
Во-первых, строгий план-график, определяющий работу ограничения: его наличие определяет, что ограничение всегда задействовано в работе. Это также предполагает безоговорочное соблюдение спланированного расписания работ для ограничения. И хотя все это, безусловно, полезные вещи для ограничения, имеющегося в производственном процессе на заводе, они делают сам завод «негибким» к изменениям рыночного спроса: спрос увеличивается, клиент требует выполнения заказа в более короткие сроки, объем заказов становится чересчур большим и т.п.
Во-вторых, классический механизм барабан-буфер-веревка требует создания трех видов буфера:
- Буфер отгрузки – для обеспечения поставки заказов в срок;
- Буфер ограничения – для обеспечения работы ограничения при сбоях в рабочем графике;
- Буфер сборки – для своевременного получения сборочным цехом (расположенным в производственной системе после ограничения) всех необходимых для сборки ресурсов.
Однако на практике многие предприятия не используют буфер сборки, и на деле же работают для обеспечения дополнительной защиты буфера отгрузки. Это является сигналом того, что фактически системы ББК не предоставляет какого-либо механизма по расстановке приоритетов для поступающих с буферов сигналов. В первую очередь, проблема в следующем: отгружаю ли я продукцию, или же просто поддерживаю работу ограничения?
В-третьих, механизм ББК чрезвычайно сложный! Существует масса вещей, которые программное обеспечение системы ББК не может в полой мере учитывать. например:
- взаимозависимость некоторых производственных этапов и прочие технологические ограничения, которые требуют дополнительного упорядочивания;
- для некоторых производственных этапов (например, сушильных печей), которые одновременно обрабатывают несколько заказов (или обрабатывают заказы частями), чересчур сложно составить план-график работ;
- если ограничение представляет собой набор похожих, но не одинаковых машин, проблема составления план-графика также весьма существенна;
- необходимость многократного прохождения заказов через этап, являющийся ограничением (или через несколько ограничений)
Наконец, на практике часто возникает необходимость реорганизации расписания. Фактически, учитывая строгое расписание работы ограничения, это может привести к коренным переменам во всех процессах, результатом чего может стать сдвиг сроков выполнения заказов. И это совершенно не способствует максимальному увеличению эффективности использования рыночного ограничения.
Так как нет такого ПО, которое могло бы учесть все эти сложности при внедрении системы ББК, всегда требуется иметь дополнительные программы, которые будут пытаться учесть все эти неучтенные аспекты. Как минимум, это усложняет применение механизма ББК. Как максимум, это становится причиной утраты доверия к этому механизму.
Это не может радовать. Получается, что при всей простоте идеи, заложенной в механизм ББК, его практическое применение становится гораздо более сложным, чем это необходимо. Классическая система ББК называет этот парадокс «конфликтом успешного решения»: «делать простые вещи, чтобы добиться хорошей работы» против «усложняйте, чтобы получить максимум результатов». Разрешить этот конфликт можно проверкой того, в какой степени простые решения и сложные решения влияют на окончательные результаты. В некоторых ситуациях простые решения могут способствовать возникновению проблем, например:
1. Мы можем столкнуться с необходимостью недоиспользования ограничения в производстве. Если настоящим ограничением является рынок, это означает, что мощности производства должны быть больше мощностей рынка (т.е. предприятие должно быть в состоянии ответить на увеличение спроса). Т.е., завод должен работать так, чтобы его мощности были недоиспользованы – другими словами, ограничение не должно быть задействовано на 100%.
2. Порядок, в котором работа поступает на ограничение, приводит к существенным потерям времени, из-за чего происходит недоиспользование мощности производственного ограничения. Такая ситуация возникает, когда на ограничение влияет целый ряд взаимозависимых производственных этапов. Это достаточно редкое явление, однако в таких случаях требуется внедрение более эффективного механизма барабан-буфер-веревка.
3. Этап-ограничение делает много такой работы, которая существенно не нужна. Этого не должно происходить, если в это момент Канат «втягивает» в цех заказы, которые действительно требует рынок.
Основные принципы упрощенной системы ББК
Каковы ключевые принципы классической системы ББК, которые сохраняются для упрощенной системы? Выделяются три главных аспекта:
1. Субординация по отношению к рынку (мы должны знать, обеспечиваем ли мы установленные сроки поставки заказа);
2. Веревка (не направлять чрезмерно много материалов в производственный процесс, чтобы ограничение получало лишь нужные материалы вовремя и не создавалось лишнего незавершенного производства);
3. Снизить загруженность всего производства.
Для обеспечения пункта 1, отдел продаж получает в распоряжение инструмент, который помогает быстро ответить на вопрос «Какая будет дата поставки по этому заказу?». Стандартным ответом на такой вопрос будет стандартное время выполнения заказа. Однако этот инструмент будет рассчитывать свой вариант времени выполнения заказа путем отправки этого заказа на ограничение в следующий возможный момент, к чему будет добавляться 1/2 буфера отгрузки.
Если полученный результат будет превышать действовавшее ранее стандартное время выполнения заказа, то будет использоваться новое (более долгое) время, так как именно оно, скорее всего, является более адекватным. Если полученный результат окажется меньшим, то используется действовавшее ранее стандартное время, и вводится более длительный буфер заказа, который позволит гарантировать, что заказ поступит на звено-ограничение в нужный момент. (Да, именно каждому заказу присваивается отдельный «буфер заказа», который поможет контролировать его выполнение).
Чтобы обеспечить пункты 2 и 3, для производственных цехов должны быть установлены простые правила. У каждого заказа есть свой буфер, который устанавливается отдельно для каждого заказа. Работа поступает в систему с учетом времени, отведенного на ее выполнение – т.е. по тем же принципам, которые действуют для Каната в классической системе ББК. Приоритет устанавливается в зависимости от цвета, присваиваемого буферу заказа. Рабочие центры будут ежедневно получать эту информацию и устанавливать приоритеты для своей деятельности, и вместо разных сигналов, поступающих от буферов сборки, ограничения и отгрузки, будет существовать только один вид сигналов.
Но это только выглядит слишком просто.
Не создаст ли такая система слишком много незавершенного производства?
Не возникнет ли угроза перезагрузки (или, наоборот, простаивания) ограничения, если не будет детально проработанного план-графика его работы? Что, если будут возникать экстренные заказы или же другие изменения в объеме заказов? Первые два пункта разобраны выше.
Как быть с экстренными заказами? Если ваша бизнес-среда подразумевает возможность возникновения таковых, то часть спланированных заказов будет откладывается, чтобы были обработаны экстренные заказы. При этом будет необходимо обеспечить поставку этих товаров в более сжатые сроки, если этого будет требовать отдел продаж. Если при поступлении заказов в систему их приоритет изменяется, то необходимо изменить сроки выполнения заказов.
Например, если требуется поставить заказ на неделю раньше, то время, отведенное на его выполнение, сократится, и будет рассчитан новый приоритет буфера. Нет необходимости в том, чтобы осуществлять сложные изменения расписания работы звена-ограничения.
Однако здесь существует несколько моментов, где следует быть особо внимательным . Если завод работает как по системе «производство на заказ», так и по системе «работа на склад», то заказы типа «на склад» изменяют приоритетность на основании потребления из буферных запасов. Если в системе нет способов защиты от таких изменений, то мы можем влиять на сроки выполнения работы «на заказ».
Помимо этого, стоит быть осторожным с взаимозависимыми процессами, время выполнения которых может существенно увеличиться/сократиться под влиянием тех работ, которые проходят в рабочем центре. Здесь в первую очередь необходимо проверить, можно ли оптимизировать эти этапы, чтобы не возникало существенных проблем при сдвигах приоритетов работ. Другим решением может являться выявление предпочтительной последовательности работ и поручить старшему мастеру принимать решения «на лету» — отталкиваясь от этой последовательности и с учетом понимания того, является ли буфер достаточно продолжительным для выполнения всех произведенных производственных изменений.
Откат к классической системе ББК должен являться крайней мерой, когда все приведенные способы в рамках упрощенного механизма ББК не будут в состоянии эффективно устранять проблему неэффективной траты времени на этапе-ограничении.
Обобщая вышесказанное, сущность упрощенной системы ББК заключается в том, что лишь один тип буфера определяет как приоритетность и график отпуска работ, так и деятельность отдела продаж по составлению планов прохождения заказов через всю систему. Просто и эффективно.