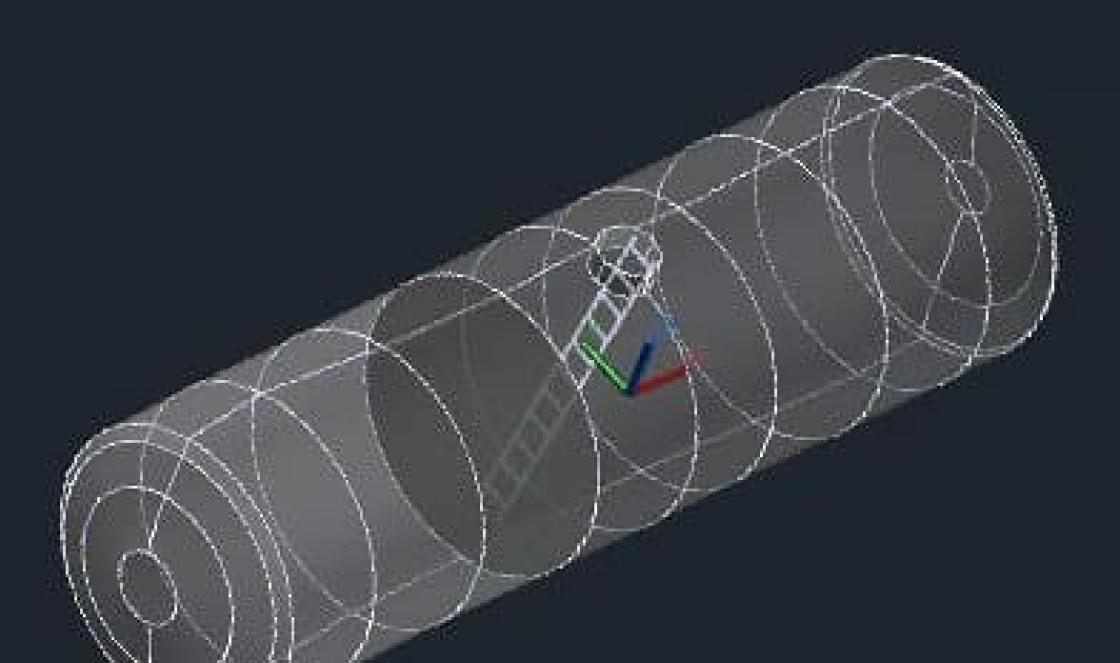
Понятие о винтовой линии
Если взять кусочек фольги, вырезанный в форме прямоугольного треугольника 2 и навернуть его на цилиндр 1 (рис. 3.78), то гипотенуза А С этого треугольника образует на цилиндрической поверхности винтовую линию. При этом длина окружности основания цилиндра должна быть равна длине катета АВ треугольника. Высота цилиндра, по которому винтовая линия делает один полный оборот (в нашем случае это длина катета СВ), называется шагом винтовой линии. Угол, под которым винтовая линия поднимается по поверхности цилиндра (в рассматриваемом примере это угол между катетом А В и гипотенузой А С), называется углом подъема винтовой линии.
Понятие о резьбе
Если на цилиндрической поверхности вдоль винтовой линии прорезать канавку, то получится резьба, форма которой будет определяться формой прорезанной канавки. Винтовая канавка, прорезанная на поверхности цилиндра, называется впадиной резьбы, а винтовой выступ, образующийся в результате прорезания канавки на протяжении одного поворота цилиндра, — витком или ниткой резьбы. Цилиндрический стержень, имеющий по всей длине или на некоторой его части винтовую поверхность, называется винтом, а отверстие, имеющее винтовую поверхность, — гайкой.
В зависимости от формы прорезанной канавки различают несколько профилей резьб (рис. 3.79): треугольный; трапецеидальный; ходовой; прямоугольный (ленточный); трапецеидальный упорный; круглый.

По числу ниток резьбы делят на одно-, двух-, трех- и много- заходные. Число заходов конкретной резьбы можно определить по количеству выходов концов ниток резьбы на торцевой поверхности винтовой детали (винта или гайки).
Элементы резьбы
Каждая резьба характеризуется определенными числовыми параметрами — элементами (рис. 3.80), которыми являются шаг, угол профиля, высота профиля, наружный, внутренний и средний диаметры.
Шаг резьбы Р — это расстояние в миллиметрах между вершинами двух соседних витков резьбы, измеренное в направлении ее оси
Высота профиля t — это расстояние от вершины резьбы до основания профиля, измеренное в направлении, перпендикулярном оси резьбы.
Основание резьбы — это участок профиля резьбы, находящийся на наименьшем расстоянии от ее оси.
Угол профиля а — это угол между прямолинейными участками сторон профиля резьбы.
Наружный диаметр резьбы d — это наибольший диаметр, измеряемый по вершинам резьбы перпендикулярно ее оси.
Внутренний диаметр резьбы dx — это наименьшее расстояние между противоположными основаниями резьбы, измеренное перпендикулярно ее оси.
Средний диаметр резьбы d2 — это диаметр условной окружности, проведенный посредине профиля резьбы между дном впадины (основанием резьбы) и вершиной выступа перпендикулярно оси резьбы.
Типы и системы резьб
Профиль резьбы (см. рис. 3.79) зависит от формы рабочей части инструмента, которым получают резьбу. По назначению резьбы делятся на крепежные и специальные. К крепежным резьбам относятся треугольные, а к специальным — прямоугольные, трапецеидальные, упорные и круглые. Крепежные резьбы бывают цилиндрическими и коническими, позволяющими получить плотное соединение. Специальные резьбы применяются в большинстве случаев для механизмов преобразования движения, изготовляются на специальном оборудовании и не рассматриваются в данном учебнике.
В машиностроении приняты три системы резьб: метрическая, дюймовая и трубная.
Метрическая резьба (рис. 3.81) имеет профиль равностороннего треугольника с углом при вершине 60°, вершины выступов винта и гайки срезают во избежание заедания резьбы при свинчивании. Метрические резьбы характеризуются размером наружного диаметра и шагом винта, выраженными в миллиметрах. Метрические резьбы бывают с крупным и мелким шагом. Резьбы с крупным шагом обозначаются буквой М и цифрой, соответствующей диаметру винта, например М20. Метрические резьбы с мелким шагом также обозначают буквой М и цифрами, расположенными через знак умножения. Цифры соответственно характеризуют номинальный диаметр резьбы и ее шаг.
Дюймовая резьба (рис. 3.82) применяется при ремонтных работах и изготовлении запасных частей к импортному и старому оборудованию. Профиль этой резьбы представляет собой равнобедренный треугольник с углом при вершине 55° и плоско срезанными вершинами витков винта и гайки. Основной характеристикой дюймовой резьбы является количество ниток на один дюйм длины резьбы. Наружный диаметр резьбы (диаметр bi нта) также измеряют в дюймах. Крепежные дюймовые резьбы имеют диаметры от 3/i6 до 4 дюймов и от 24 до 3 ниток резьбы на один дюйм ее длины.

Трубная резьба (рис. 3.83) имеет профиль, аналогичный дюймовой резьбе, и меньший шаг. Вершины витков срезаны не плоско, как у дюймовых и метрических резьб, а по радиусу. Кроме того, у трубных резьб отсутствуют зазоры между витками винта и гайки, что обеспечивает более высокую плотность соединения, чем у метрических и дюймовых резьб. Основной характеристикой трубных резьб является количество ниток резьбы на один дюйм ее длины.
Трубные резьбы имеют диаметры от 1/8 до 6 дюймов при числе ниток на дюйм от 28 до 11. Диаметром дюймовой резьбы условно считается диаметр отверстия (просвета) трубы, а не наружный диаметр. Такая резьба применяется для соединения труб, арматуры трубопроводов и других тонкостенных деталей. Обозначают трубную резьбу на чертежах с указанием диаметра, например Труб. 3/8 «.


Определение размеров резьб (рис. 3.84). При нарезании резьб возникает необходимость проверки их качества. Для проверки наружного диаметра резьбы используется штангенциркуль или микрометр, внутренний диаметр проверяют при помощи штангенциркуля, средний диаметр — специальным резьбовым микрометром, шаг резьбы контролируют при помощи специального резьбового шагомера (миллиметрового или дюймового).
Понятие о резьбе
Основные элементы резьбы
Профили резьб
Резьбонакатные плашки
Процесс нарезания резьбы
Контроль резьбы
Литература
Понятие о резьбе
Наиболее распространенными соединениями деталей машин являются резьбовые. Широкое применение резьбовых соединений в машинах и механизмах объясняется их простотой и надежностью, удобством регулирования затяжки, а также возможностью их разборки и повторной сборки без замены детали.
Нарезанием резьбы называется ее образование снятием стружки (а также пластическим деформированием) на наружных или внутренних поверхностях заготовок деталей.
У всякой резьбы различают следующие основные элементы: про филь; угол и высоту профиля; шаг; наружный, средний и внутренний диаметры резьбы.
Профиль резьбы (рис. 1) рассматривается в сечении, про ходящем через ось болта или гайки. Ниткой (витком) назы вается часть резьбы, образуемой при одном полном обороте профиля.
Угол профиля - угол между боковыми сторонами (граня ми) профиля резьбы, измеряемый в плоскости, проходящей через ось болта. В метрической резьбе этот угол равен 60°, в дюймовой - 55 °.,
Рис. 1. Основные элементы резьбы
Высота (глубина резьбы) &1 профиля- расстояние от вершины резьбы до основания профиля, измеряемое перпендикулярно оси болта.
Шаг Р резьбы - расстояние между параллельными сторонами или вершинами двух рядом лежащих витков, измеренное вдоль оси резьбы. 8 метрической резьбе шаг выражается в миллиметрах; дюймовая резьба характеризуется числом ниток (витков) на одном дюйме.
Наружный диаметр и резьбы - диаметр цилиндра, описанного около резьбовой поверхности. Наружный диаметр измеря ется у болтов по вершинам профиля резьбы, у гаек - по впадинам.
Внутренний диаметр д резьбы - диаметр цилиндра, вписанного в резьбовую поверхность, Внутренний диаметр измеряется у болтов по впадинам, у гаек - по вершинам профиля резьбы.
Средний диамегр резьбы - диаметр соосиого с резь бой цилиндра, образующие которого делятся боковыми сторонами профиля на равные отрезки.
Основные элементы резьбы
Нарезание резьб плашками. Для на резания наружной резьбы на винтах, бол тах, шпильках и других деталях применя ют п л а ш к и. Участок детали, на котором необходимо нарезать резьбу плашкой, предварительно обраба тывают. Диаметр обработанной поверхно сти должен быть несколько меньше на ружного диаметра резьбы: на 0,1-0,2мм для метрической резьбы 0 6-10мм, на 0,12-0,24 мм для резьбы 0 11 -18 мм, на 0,14-0,28 мм для резьбы 0 20-30 мм. Для образования захода резьбы в начале нарезаемой поверхности снимают фаску, соответствующую высоте профиля резьбы. Плашку устанавливают в плашкодер-жатель (патрон), который закрепляют в пиноли задней бабки или в гнезде револьверной головки. При нарезании
резьбы скорость резания v = 3 - 5 м/мин для стальных, v = 2~-3 м/мин для чугун ных и у = 10-т-15 м/мин для латунных заготовок.

Рис. 2 Резьбонарезные плашки: а - круглая, б - квадратная, а - шестигранная, г, д - трубчатая, у - передний угол
Профили резьб
Профиль резьбы зависит от формы режущей части инструмента, с помощью которого нарезается резьба.
Чаще всего применяется цилиндрическая треуголь ная резьба (рис. 3, а) ; обычно ее называют крепежной, так как нарезают на крепежных деталях, например на шпильках, болтах и гайках.

Рис. 3. Виды резьб в зависимости от профиля:
а - цилиндрическая треугольная, б - прямоугольная, в - трапецеидальная, г - упорная, д – круглая
Конические треугольные резьбы дают возмож ность получить плотное соединение. Такие резьбы встречаются на кони ческих пробках, иногда - в масленках.
Прямоугольная резьба (рис. 3,б) имеет прямоуголь ный (квадратный) профиль. Она не стандартизована, трудна в изготовле нии, непрочная и применяется редко.
Трапецеидальная ленточная резьба (рис. 3,в) имеет сечение в виде трапеции с углом профиля, равным 30°. Коэффици ент трения у нее мал, поэтому она применяется для передачи движений или больших усилий в металлорежущих станках (ходовые винты), дом кратах, прессах и т. п. Витки этой резьбы имеют большое сечение у осно вания, что обеспечивает ее высокую прочность и удобство при нарезании. Основные элементы трапецеидальной резьбы стандартизованы.
Упорная резьба (рис. 3, г) имеет профиль в виде неравно-бокой трапеции с рабочим углом при вершине, равным 30°. Основания витков закруглены, что обеспечивает в опасном сечении прочный про филь. Поэтому данная резьба применяется в тех случаях, когда винт дол жен передавать большое одностороннее усилие (в винтовых прессах, домкратах и т. п;).
Круглая резьба (рис. 3,д) имеет профиль, образованный двумя дугами, сопряженными с небольшими прямолинейными участка ми, и углом, равным 30°. В машиностроении эта резьба используется редко, Применяется она в основном в соединениях, подвергающихся сильному износу, в загрязненной среде (арматура пожарных трубопро водов, вагонные стяжки, крюки грузоподъемных машин и т. п.). Эта резьба не стандартизована.

Рис. 4. Резьбы метрическая (а), дюймовая (б), трубная (в) и деталь с дюймовой резьбой (г)
По числу ниток резьбы разделяют на одноходовые (о д н о заходные) и многоходовые (многозаходные). Ходом резьбы называют осевое перемещение винта за один его оборот. Для однозаходных резьб ход равен шагу (расстояние между смежными витками), а для многозаходных - произведению шага на число заходов. Последнее можно определить, если посмотреть на торец винта (гайки); обычно ясно видно, сколько ниток берет свое начало с торца. У однозаходной резьбы на торце винта или гайки виден только один конец витка, а у многозаходных - два, три и больше.
Однозаходные резьбы имеют малые углы подъема винтовой линии и большее трение (малый КПД). Они применяются там, где требуется надежное соединение (в крепежных деталях).
У многозаходных резьб по сравнению с однозаходными угол подъема винтовой линии значительно больше. Такие резьбы применяют в тех случаях, когда необходимо быстрое перемещение по резьбе при наименьшем трении, при этом за один оборот винта (или гайки) гайка (или винт) переместится на величину хода винтовой линии резьбы. Многозаходные резьбы используют в механизмах, служащих для переда чи движения.
Основные типы резьб и их обозначение. В машиностроении, как правило, применяют три системы резьб - метрическую, дюймовую и трубную.
Метрическая резьба (рис. 4,в) имеет треугольный про филь с плоскосрезанными вершинами; угол профиля равен 60°, диамет ры и шаг выражаются в миллиметрах.
Метрические резьбы делят на резьбы с нормальным шагом (для наружных диаметров 1 .68мм) и с мелкими шагами (для наружных диаметров 1 .600 мм).
К основным конструктивным элементам резьбы (ГОСТ 10549-80) относятся (рис. 1.5):
сбег резьбы - участок резьбы неполного профиля, получаемый по технологическим причинам в зоне перехода резьбы изделия к ненарезанной поверхности; чем крупнее профиль резьбы, тем больше величина сбега;
проточка резьбовая - кольцевой желобок на стержне или кольцевая выточка в отверстии, выполняемые по технологическим причинам перед резьбонарезанием для выхода нарезающего инструмента: делается с целью получения одинакового профиля резьбы на всем нарезанном участке без сбега;
Рис. 1.5. Конструктивные элементы резьбы
недорез - участок изделия, включающий сбег и недовод резьбы; под недоводом понимается величина ненарезанной части детали между концом сбега и опорной поверхностью детали;
фаска - срезанная в виде усеченного конуса кромка цилиндрического стержня или отверстия. Этот элемент обеспечивает удобство сопряжения деталей, улучшает внешний вид изделия, способствует ликвидации острой режущей кромки, получающейся по технологическим причинам на торцах деталей, предохраняет резьбу от забоя и т.д. На концах резьбовых деталей выполняются фаски конической и сферической формы. Радиус сферической фаски равен номинальному диаметру резьбы. Высота конической и сферической фасок определяется в зависимости от шага резьбы: она должна быть (по ГОСТу 10549-80) вдвое больше шага резьбы. Например, если шаг резьбы на стержне (в отверстие) Р = 1 мм, то высота фаски должна быть 2 мм.
Конструктивные элементы резьбы присутствуют на основных видах крепежных изделий.
Изображение резьбы на чертежах
Изображение резьбы. На чертежах резьбу изображают условно, независимо от профиля, а именно: резьбу на стержне – сплошными основными линиями по наружному диаметру резьбы и сплошными тонкими по внутреннему на всю резьбу, включая фаску (рис. 1.6). На изображениях, перпендикулярных оси, по внутреннему диаметру резьбы проводят дугу сплошной тонкой линией, приблизительно равную ¾ окружности, разомкнутую в любом месте, но не начинающуюся и не заканчивающийся на осях. На изображении резьбы в отверстиях сплошные основные и сплошные тонкие линии меняются местами (рис. 1.6). Фаски на стержне с резьбой, не имеющие специального конструктивного назначения, в проекции на плоскость, перпендикулярную оси резьбы, не изображают. Границу резьбы на стержне и в отверстии проводят в конце полного профиля резьбы, до сбега, основной линией (или штриховой, если резьба невидима), которую проводят до линий наружного диаметра резьбы (рис. 1.6).


Рис. 1.6. Пример изображения резьбы на стержне и в отверстии
Расстояния между линиями, изображающими наружный и внутренний диаметры резьбы, должны быть не менее 0,8 мм и не больше шага резьбы. Сбег резьбы в учебных чертежах указывают только у шпильки под углом примерно 30° к оси резьбы.
В резьбовых соединениях резьба условно вычерчивается на стержне, в отверстии – только та часть резьбы, которая не закрыта стержнем (рис. 1.7)

Рис. 1.7. Пример изображения резьбы в резьбовых соединениях
Основные параметры резьбы указаны на рисунке 2 а, б.
1 Диаметры:
Наружный (номинальный) – d ;
Средний – d 2 ;
Внутренний – d 1 .
2 Профиль резьбы: контур – полученный сечением резьбы плоскостью, проходящей через её ось.
3 Угол профиля () – угол между боковыми сторонами профиля.
4 Шаг резьбы (Р) – расстояние между соседними одноименными боковыми сторонами профиля. Шаг резьбы бывает: крупный (не указывается на чертеже) и мелкий (указывается: М20×1,5 ).
5 Ход резьбы (t ) – расстояние, которое пройдет винт за один полный оборот вокруг оси
t = n × P ,
где n – количество заходов;
Р – шаг резьбы.
6 Длина резьбы (L ) - длина полного профиля резьбы.
Рисунок 2а – Наружная резьба

Рисунок 2б - Внутренняя резьба
1.3 Элементы резьбы
Резьбы имеют конструктивные и технологические элементы, связанные с изготовлением резьбы, к которым относятся сбег, недорез и фаска, размеры которых, зависят от шага резьбы. Рассмотрим эти элементы (рисунок 3).
Фаска – это скошенная кромка стержня или отверстия. Размер фаски по ГОСТ 2.307-68 обозначается одной размерной линией с указанием толщины фаски с и угла наклона 45образующей или плоскости среза. Принципиально толщина (высота) фаски (один из её катетов) должна быть не меньше высоты профиля резьбы, а длина фаски (второй её катет) не более двух значений шага резьбы. В стандартах на некоторые резьбы для фасок, выполненных под углом 45º к оси резьбы, устанавливаются значения катета с в зависимости от шага резьбы. В пределах длины фаски профиль резьбы постепенно увеличивается, начиная с участка профиля, ближайшего к оси резьбы, что не только не препятствует свинчиванию деталей, но, наоборот, облегчает его в начальный момент. Фаска выполняется на детали перед нарезанием резьбы и своим наличием облегчает начало нарезания резьбы.
Сбег резьбы – участок неполного профиля резьбы в зоне перехода полного профиля резьбы к гладкой поверхности. Он расположен в конце участка с резьбой, где профиль её постепенно уменьшается, как бы удаляясь от оси резьбы. Эта часть резьбы не пригодна для свинчивания деталей. Сбег резьбы изображают сплошными тонкими линиями.
Если резьба нарезается до упора, то перед ним остаётся гладкая часть стержня, которая связана с необходимостью отвода резбонарезающего инструмента из зоны резания заранее, до его подхода к торцевой поверхности уступа (упора). Участок, не имеющий следов резьбы, называется недоводом и вместе со сбегом образует недорез , обозначаемый в стандартах буквой а. Т.е. недорез – это длина участка гладкой поверхности детали со сбегом резьбы при нарезании резьбы в упор, а недовод – это длина участка гладкой поверхности детали без сбега резьбы при нарезании резьбы в упор.
Конкретные значения элементов резьбы определяются стандартом по ГОСТ 10549-80 «Сбеги, недорезы, проточки и фаски». Все элементы, перечисленные в наименовании стандарта, определяются в зависимости от шага резьбы (приложение А, табл. А.8).
 а)
а)
 б)
б)
а) на стержне, б) в отверстии
Рисунок 3 – Изображение резьбы с указанием элементов резьбы
Резьбовыми называют соединения деталей с помощью резьбы - чередующихся выступов и впадин на поверхности тел вращения, расположенных по винтовой линии. Различают конические и цилиндрические резьбовые соединения. Цилиндрические в свою очередь подразделяют на соединения крепежными и специальными резьбами.
К крепежным резьбам относят крупную и мелкие метрические резьбы по ГОСТ 9150-81, а также резьбы со спиральными вставками; к специальным - трубную, прямоугольную, упорную, круглую, трапецеидальную и др.
Деталь с внутренней резьбой называют гайкой , с наружной - болтом (винтом, шпилькой).
Профиль резьбы - это контур сечения резьбы в плоскости, проходящей через ось резьбовой детали. ГОСТ 9150-81 и ГОСТ 8724-81 устанавливают единый номинальный профиль для цилиндрических метрических резьб диаметром до 600 мм
, включая резьбы диаметром менее 1 мм. Номинальный профиль резьбы и его элементы показаны на (рис. 1, а). Впадина наружной резьбы (рис. 1, б) может быть плоскосрезанной или закругленной: R max =0,144P
, R min =0,108P
,
где R
- радиус впадины;
Р
- шаг резьбы.
Резьбы определяются следующими основными параметрами:
- наружным, средним и внутренним диаметрами;
- шагом;
- углом профиля;
- углом наклона сторон профиля.
Наружный диаметр резьбы d (см. рис. 1, а) - диаметр цилиндра, описанного относительно вершин наружной резьбы (или впадин внутренней резьбы).
Внутренний диаметр d 1 - диаметр цилиндра, вписанного в вершины внутренней резьбы (или впадины наружной резьбы).
Номинальные значения d и d 1 для наружной и внутренней резьбы одинаковые.
Средний диаметр d 2 - диаметр воображаемого цилиндра, поверхность которого пересекает витки резьбы таким образом, что ширина витков и ширина впадин равны.
Шаг резьбы Р - расстояние между параллельными сторонами двух рядом лежащих витков, измеренное вдоль оси.
ГОСТ 8724-81 устанавливает диаметры в диапазоне 0,25...600 мм и шаги 0,075...6 мм. Метрические резьбы могут иметь крупный шаг (при диаметрах 0,25...68 мм) и мелкий шаг (при диаметрах 1...600 мм).
Угол профиля α - угол между боковыми сторонами профиля, измеренный в осевой плоскости. Угол наклона сторон профиля β - угoл между стороной профиля и перпендикуляром к оси резьбы. Для резьб с симметричным профилем β=0,5α . Для резьб с асимметричным профилем, например для упорной или конической, угол наклона каждой стороны определяется независимо.
Высота исходного треугольника Н - высота остроугольного профиля, полученного при продолжении боковых сторон профиля до их пересечения. Рабочая высота профиля H 1 - высота плоскосрезанного теоретического профиля, равная полуразности наружного и внутреннего диаметров. Для метрических резьб Н=0,866025Р , Н 1 =0,54126Р .
В действительности высота соприкосновения меньше, так как система допусков предусматривает определенные зазоры, например, по внутренним диаметрам резьбы гайки и болта.
Рабочая высота витка H 1 - наибольшая высота соприкосновения; наименьшая высота соприкосновения обозначается H 1 min . Для резьбы с плоскосрезанным профилем H 1 и H 1 min определяют наибольшее и наименьшее перекрытие витков резьбы и гайки .
Угол подъема резьбы (винтовой линии)
Для многозаходных резьб в числитель этой формулы следует подставлять вместо Р
произведение n 0 P
,
где n 0
- число заходов.
Длина свинчивания l (высота гайки H ) - длина (высота) соприкосновения поверхностей болта и гайки, измеренная вдоль